
在打击Covid-19的斗争中,制造商对于使用组装技术可以轻松扩大的制造商,当对医疗设备和个人防护设备(PPE)迅速升级时,可以轻松扩大。
目前,粘合剂粘合和超声波焊接广泛用于组装安全,可靠的热塑性医疗装置和医用级纺织品。哪个选择取决于几个考虑因素。这些考虑因素分为两大类:
- 能够以速度和灵活性运行,以满足生产目标,并在需求增加时轻松扩大。
- 该能力加入多种材料,容纳小,通常复杂的部分几何形状。
安全注射器或自动失效注射器通常使用超声波焊接或粘合剂组装,将在为数百万人安全免疫和保护医疗保健提供者方面发挥至关重要的作用。胶粘剂和超声波焊接也用于组装诊断测试套件、条带、收集棉签和生物防护外壳。超声波焊接和胶带正在迅速取代用于个人防护装备(如口罩、防护服和手术单)的非织造纺织品的传统针线组装。
由于粘合剂和超声波焊接是永久连接方法,因此还需要考虑该装置是否需要拆卸以允许维护,修理或内部部件更换。为了允许拆卸,产品设计可能需要掺入机械紧固件或卡扣配合部件,而不是粘合剂或超声波焊接的永久组装方法。
灵活性
在这里考虑的两个组装方法中,粘合剂通常在组装过程中提供更大的灵活性。粘合剂可以在各种材料和形状之间产生组件之间的键。粘合剂通常适用于高混合生产或原型生产。
然而,粘合剂处理方法具有约束。首先涉及分配设备的优化和维护。涂抹器必须保持相对清洁,并且粘合剂必须用一致性和护理应用。当粘合剂分配器的数量增加时(用于缩放生产),确保过程控制变得更具挑战性。装配经理必须确保粘合剂流畅地流动,固化时间是一致的,粘合强度可靠。这通常需要定期吹扫和清洁分配系统和涂抹器,这可能导致浪费,生产延误或设备维修。流程文档和数据收集也可能存在挑战。
重要的是要记住粘合剂是耗材。每个债券代表一个增量的生产成本,以直接成比例地升高。如果介绍生产速度或新产品变化,则生产成本可能会升级。
生产量和可扩展性
如果产量迅速增加,超声波焊接的益处变得明显。
使用超声波焊接需要在资本设备(焊接系统)和产品专用工具中的一些前沿投资,这是在焊接期间精确地将各种塑料部件固定到适当位置。然后,使用现有设备,流程和程序可以有效和快速地扩大一次一次性投资。如果制造商是焊接1,000或1,000,000个设备,则没有增量的消耗或装配成本。
具有生产量的制造商从每年数千万人到数百万美元,通常可以使用超声波焊接实现清晰的投资回报。制造商从一开始就规划大批量生产通常会选择超声波焊接。通过超声波焊接,一旦产品设计最终确定,焊接工具可以完成,并且可以开始高批量生产。
周期
塑料组件的关键考虑因素是循环时间。粘合剂组件需要每个组件固化时间。最基本的粘合剂组装工艺可以由相对简单的夹具组成,手持粘合剂分配器和夹具或夹具,以在固化过程中保持其稳定。
较高容量的粘合剂组件方法通常涉及自动化,但需要在分配和固化过程中保持组件。机器人分配往往是灵活的,因为机器人可以重新编程以结合夹具变化,响应粘合剂化学的变化,或者适应具有不同几何形状的不同部件的组装。然而,所有粘合剂组件方法都需要分配和固化时间。
相比之下,超声波焊接通常在1秒或更短的焊接中提供永久焊接键。一旦从焊接夹具中取出焊接部件,焊接循环完成,并且制造的下一步可以开始,因为新的部分立即加载以启动下一个循环。超声波过程还允许在一次或组中焊接两种产品。
材料
材料选择是选择装配过程时的一个重要变量。通常,将不同的材料 - 橡胶粘合到塑料或塑料中更加困难,以金属制造机械紧固件,卡扣配合或粘合剂良好的考虑。
通常,粘合剂提供更多用于粘合不同塑料的选择。存在一些例外,因为一些聚合物可以在某些溶剂或粘合剂存在下进行化学或降解。
对于超声波焊接,类似或相同的热塑性聚合物倾向于焊接优于不同聚合物。然而,如果它们具有类似的玻璃传动温度和熔体流动指标,也可以焊接一些不同的聚合物。此外,非晶态聚合物倾向于焊接比半结晶聚合物更好,因为它们具有更大的渐变熔体曲线,并且在部件之间具有更高可预测的熔体流动,这有助于产生更一致的粘合。焊接非常好的非晶材料包括ABS,聚苯乙烯和聚碳酸酯。
半结晶聚合物对焊接更具挑战性,因为这些材料倾向于突然熔化并凝固。这些特性可以使实现一致的熔体和熔体流动更加困难,使得相应难以获得一致的粘合。聚乙烯,聚丙烯和尼龙是半结晶材料的实例,其更具挑战性焊接。
几何学
粘合剂粘合允许零件的几何形状进行相当大的变化。
零件几何形状在超声波焊接时施加了更多的挑战,因为部件本身的结构必须充分将来自喇叭或超声波的超声振动传递到焊接接头。一些部分几何形状或形状本质上会比其他部分更好地做到这一点。易于焊接形状的一个例子将是具有足够刚性的壁的立方体,以直接向焊接接头引导,例如在一些横向流动装置中用于快速诊断测试的那些。更难以焊接的形状是球体,因为一半将倾向于在负载下弯曲,因此不要有效地传输能量。
易于焊接部件往往具有这些特性:
- 相对平坦的表面(有限轮廓),使得可以实现良好的喇叭接触。
- 在焊接接合区域的部分顶部的表面积。
- 侧壁具有足够刚性的刚性,以将能量传递到焊接接头。
- 设计合理的焊接接头。
每个部件都是独特的,所以在设计过程中最有效的第一步是与知识渊博的专业人士交谈,他们可以帮助评估设计并考虑您的组装需求。
制造业设计
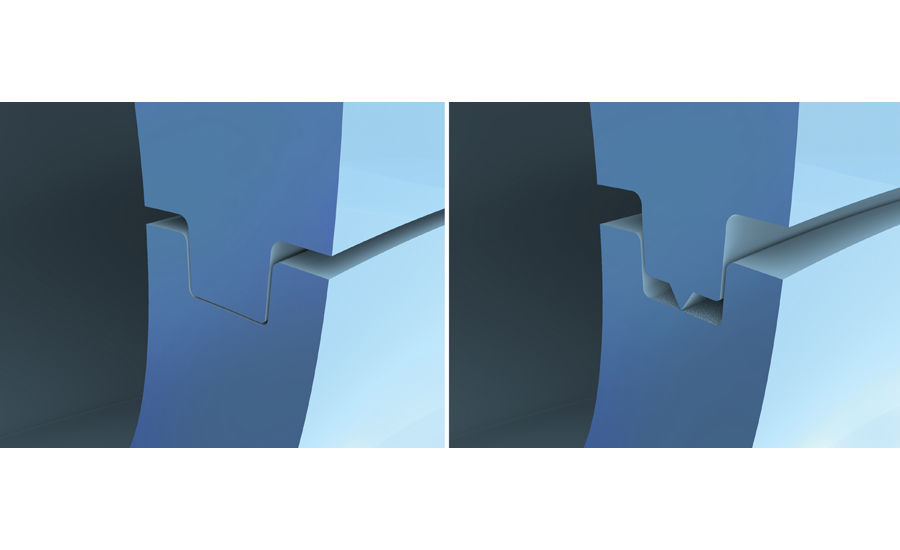
将快速产品体积放大功能置于您的制造过程中,可以大大提高您公司对挑战市场需求的响应性,例如与Covid-19相关的人。一个关键代价可以制定设计选择,使您的装配选项保持粘合剂和超声波焊接方法。也许这是最简单的方法是将简单的榫槽接头设计成组装的配合表面。这种类型的关节提供固有的对准功能 - 凹槽 - 这是捕获粘合剂并对准配合表面的舌头的理想选择。巧合,它还产生强大的超声波焊缝。
如果生产需求或体积的变化,它是一种直接的过程,可以使用超声波焊接将舌头和槽部件转换为组装到组装的舌头和槽部件。所需要的只是添加了“能源导演” - 将牺牲焊接材料的小珠子 - 现有舌头的底部。通常,这可以用适度的“钢安全”改变模具来完成。然后,在焊接过程中,舌头上的能量导向器整齐地熔化到凹槽中,产生非常精确的高强度焊接接头,可提供良好的密封性能。
胶粘剂的优缺点
| 凡好 | cons |
|---|---|
| 部分设计的灵活性 | 粘合剂是一种消耗品 |
| 可以坚持异常的材料 | 治愈时间增加了循环时间 |
| 低资本支出 | 设备维修;有限的数据捕获 |
| 适用于各种零件尺寸和几何形状 | 零件必须在固化时夹紧;UV固化设备需要透射表面接触UV光 |
| 伟大的低批量生产和原型设计需要化学兼容性;某些塑料会降级 | 设备卷比例可以具有挑战性;固化生产线扩张的时间考虑因素 |
超声波焊接的优缺点
| 凡好 | cons |
|---|---|
| 没有消耗品 | 需要资本投资 |
| 高批量生产能力 | 需要特定的联合设计(能源导演) |
| 易于设置和数据捕获 | 振动能量会影响精致的部件 |
| 高强度密封,通常比母材更强大 | 通常需要专用的工具 |
| 最小设备维护 | 限于某些部分几何形状和轮廓 |
| 更容易扩大;自动化友好 | 噪音,取决于频率和零件尺寸 |
塔里克沃尔顿
超声波的全球产品经理
埃默森的布兰森焊接和组装
